
مقدمه
سازه های جوش داده شده نظیر سایر قطعات مهندسی به بازرسی در مراحل مختلف وساخت و همینطور در خاتمه ساخت نیاز دارند. بازرسی جوش می تواند از انجام کار طبق دستورالعمل های توافق شده، به کارفرما اطمینان دهد.
برای حصول اطمینان از مرغوبیت جوش و مطابقت آن با نیازمندیهای طرح باید کلیه عوامل موثر در جوشکاری در مراحل مختلف اجرا مورد بررسی قرار گیرد.

مراحل بازرسی جوش
1 ـ بازرسی قبل از جوشکاری به منظور آماده کردن مقدمات کار جوشکاری است بطوریکه که موجب بروز عیوب جوش را از بین برده و یا به حدود قابل قبولی تقلیل دهد.
بمصداق «پیشگیری موثرتر از درمان است» می توان گفت:
اعمال یک برنامه بازرسی جشمی مسئولانه می تواند از پیدایش 80 تا 90 درصد از عیوب معمول در جوشکاری جلوگیری کند.
این بازرسی شامل اقدامات زیر می باشد:
ــ اطلاع از کیفیت مورد نظر کار و شرایط بهره برداری از قطعات و مجموعه کار
ــ مطالعه دقیق نقشه ها و مشخصات فنی
ــ انتخاب استانداردهای اجرایی
ــ انتخاب و ارزیابی روش جوشکاری
ــ انتخاب مصالح
ــ بازرسی مصالح
ــ انتخاب مواد مصرفی
ــ بازرسی موادمصرفی
ــ طرح و تنظیم نحوه اجرای جوشکاری
ــ بررسی تجهیزات جوشکاری
ــ آزمون جوشکاری و اپراتورها 2 ـ بازرسی در موقع جوشکاری به منظور اجرای صحیح عملیات جوشکاری ساخت و نصب اطمینان از بکار بردن مصالح و مواد مصرفی درست و جلوگیری از تخلف ها ضروری است.
چند نمونه از این بازرسی موقع جوشکاری عبارتند از:
ـ بازرسی قطعا متصل شده و درزهای آماده جوشکاری
ـ بازرسی محل های جوش و سطوح مجاور به منظور اطمینان از تمیزی و عدم آلودگی با موادی که اثرات زیانبخش بر جوش دارند.
ـ بازرسی سطوح برشکاری شده با شعله یا شیار زده شده بروش قوسی هوایی از نظر تضاریس ، پوسته، ترک و غیره.
ـ بازرسی ترتیب و توالی جوشکاری، استفاده از قیدها وگیره ها وسایر تمهیدات به منظور کنترل پیچیدگی ناشی از جوشکاری.
ـ بازرسی مواد مصرفی جوشکاری از نظر دارا بودن شرایط مطلوب و گرم و خشک کردن الکترودهای روپوش قلیائی طبق دستورالعمل های مصوبه.
ـ بررسی وضعیت جوشکاران و اپراتورهای جوشکاری از نظر داشتن مهارت و قبولی در آزمون مربوطه.
ـ بازرسی پیش گرم کردن و حفظ درجه حرارت بین پاسی در صورت لزوم . 3 ـ بازرسی بعد از جوشکاری به منظور درستی مجموعه ساخته شده یا نصب شده و کنترل کیفیت جوش انجام می شود.
چند نمونه از فعالیت های بازرسی بعد از جوشکاری عبارتند از:
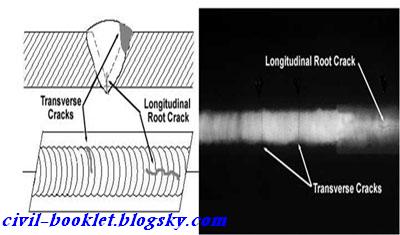
ـ بازرسی چشمی از نظر وجود عیوب مرئی، ترک های سطحی( چه در جوش و جه در فلز مبنا)، بریدگی کناره، کندگی، سوختگی، تقعر یا تحدب زیاد نیمرخ جوش، نامساوی بودن ساق ها، گرده اضافی، پرنشدگی کامل، کندگی، نفوذ اضافی، موجدار بودن بیش از حد، چاله انتهای جوش، گره قطع و وصل قوس و غیره.
ـ بازرسی تغییر شکل های ناشی از جوشکاری ( انقباض موضعی، خیز ، خم شدگی، تابیدگی، چرخش ،کمانش، موجدار شدن و غیره) شکستگی محور، به هم خوردگی زاویه ها و غیره.
ـ بازرسی ابعاد جوش و قطعه جوشکاری شده
ــ بازرسی تنش زدائی و سختی پس از تنش زدائی
ــ بازرسی های غیر مخرب ( پرتونگاری، امواج فراصوتی، عیب یابی ذره مغناطیسی، مایع نافذ، جریان گردابی و غیره) .
آزمایش پرتو نگاری و تفسیر فیلم Radiographic Testing and Film Interpretation
تابش الکترومغناطیسی با طول موجهای بسیار کوتاه، یعنی پرتو ایکس یا پرتو گاما از درون مواد جامد عبور میکند اما بخشی از آن، توسط محیط جذب میشود. مقدار جذب پرتو در هنگام عبور از ماده به چگالی و ضخامت ماده و همچنین ویژگیهای تابش بستگی دارد. تابش عبوری از درون ماده میتواند به وسیله یک فیلم یا کاغذ حساس آشکار شده و روی صفحه فلورسنت مشاهده شود، یا این که توسط دستگاههای حساس الکترونیکی نشان داده شود. اگر بخواهیم دقیقتر بگوییم، عبارت پرتو نگاری به معنی فرایندی است که در نتیجه آن ، تصویری روی فیلم ایجاد شود، بررسی این فیلم را تفسیر میگوییم.
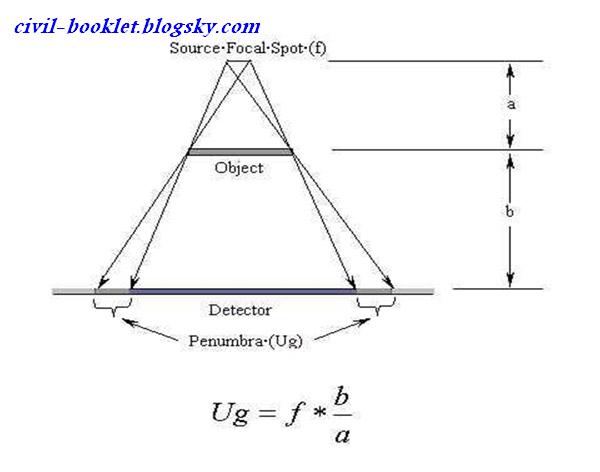
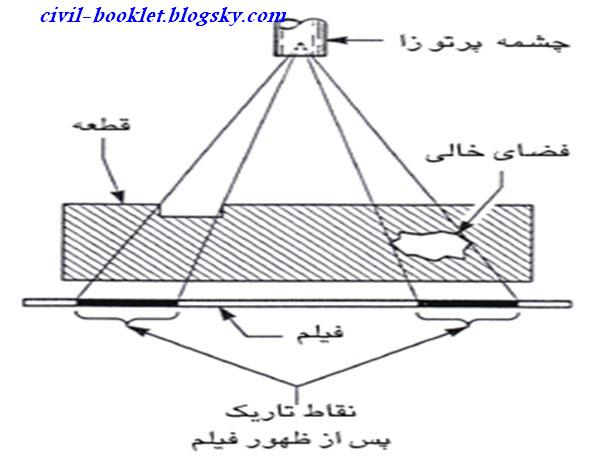
بعد از این که فیلم عکس گرفته شده پرتو نگاری ظاهر شد، تصویری سایه روشن با چگالی متفاوت مشاهده میشود. قسمتهایی از فیلم که بیشترین مقدار تابش را دریافت کردهاند، سیاهتر دیده میشوند. همچنانکه پیشتر گفته شد، مقدار تابش جذب شده توسط ماده، تابعی از چگالی و ضخامت آن خواهد بود. همچنین وجود عیوب خاص، مانند حفرهها و تخلخل درون ماده، بر مقدار تابش جذب شده تاثیر خواهد گذاشت. بنابراین پرتو نگاری میتواند برای آشکار سازی انواع خاصی از عیوب در بازرسی مواد و قطعات به کار رود.
استفاده از پرتو نگاری و فرآیندههای مربوط به آن باید به شدت کنترل شود، زیرا قرار گرفتن انسان در معرض پرتو میتواند منجر به آسیب بافت بدن شود.
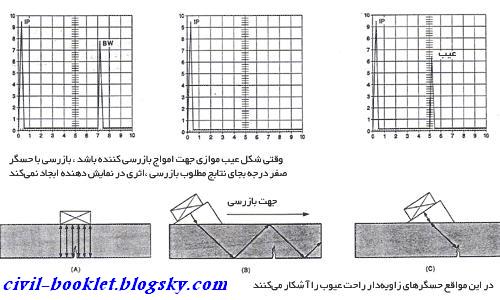
آزمایش فراصوتی (Ultrasonic Testing)
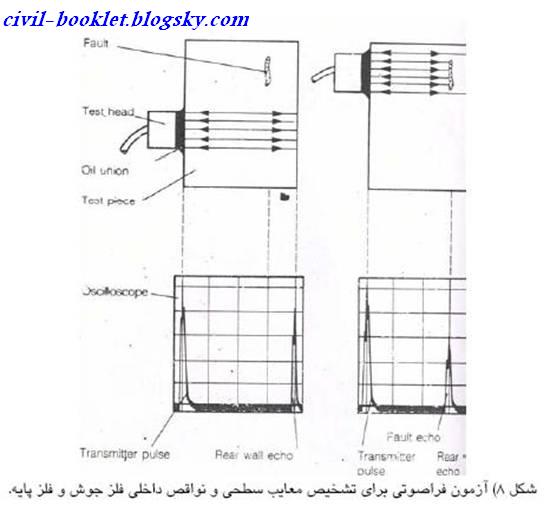 در این روش، امواج صوتی با بسامد 5/0 تا 20 مگاهرتز به درون قطعه فرستاده میشود. این موج پس از برخورد به سطح مقابل قطعه باز تابیده میشود. با توجه به زمان رفت و برگشت این موج، میتوان ضخامت قطعه را تعیین کرد. حال اگر یک عیب در مسیر رفت و برگشت موج باشد، از این محل هم موجی بازتابیده خواهد شد که اختلاف زمانی نسبت به مرحله اول، محل عیب را مشخص میکند.
در این روش، امواج صوتی با بسامد 5/0 تا 20 مگاهرتز به درون قطعه فرستاده میشود. این موج پس از برخورد به سطح مقابل قطعه باز تابیده میشود. با توجه به زمان رفت و برگشت این موج، میتوان ضخامت قطعه را تعیین کرد. حال اگر یک عیب در مسیر رفت و برگشت موج باشد، از این محل هم موجی بازتابیده خواهد شد که اختلاف زمانی نسبت به مرحله اول، محل عیب را مشخص میکند.
روشهای فراصوتی به طور گستردهای برای آشکارسازی عیوب داخلی مواد به کار میروند ولی میتوان از آنها برای آشکارسازی ترکهای کوچک سطحی نیز استفاده کرد.
بازرسی با ذرات مغناطیسی (Magnetic Particle Testing)
بازرسی با ذرات مغناطیسی، روش حساسی برای ردیابی عیوب سطحی و برخی نقصهای زیر سطحی قطعات فرو مغناطیسی است. پارامترهای اساسی فرآیند به مفاهیم نسبتاً سادهای بستگی دارد. هنگامی که یک قطعه فرومغناطیسی، مغناطیس میشود، ناپیوستگی مغناطیسی که تقریباً در راستای عمود بر جهت میدان مغناطیسی واقع است، موجب ایجاد یک میدان نشتی قوی میشود. این میدان نشتی در رو و بالای سطح قطعه مغناطیس شده حضور داشته و میتواند آشکارا توسط ذرات ریز مغناطیسی دیدپذیر شود. پاشیدن ذرات خشک یا ذرات مرطوب با یک مایع محلول بر روی سطح قطعه، موجب تجمع ذرات مغناطیسی روی خط گسل خواهد شد. بنابراین پل مغناطیسی تشکیل شده، موقعیت، اندازه و شکل ناپیوستگی را نشان میدهد.
یک قطعه را میتوان با به کاربردن آهنرباهای دائم، آهنرباهای الکتریکی و یا عبور یک جریان قوی از درون یا برون قطعه، مغناطیس کرد. با توجه به این که با روش آخر میتوان میدانهای مغناطیسی با شدت زیاد در داخل قطعه ایجاد کرد، این روش به صورت گستردهای در کنترل کیفی محصول به کار میرود زیرا این روش حساسیت خوبی برای شناسایی عیوب قطعات و آشکارسازی آنها عرضه میدارد
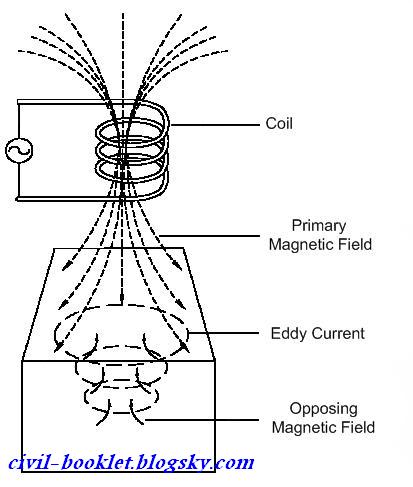
آزمایش جریان گردابی (Eddy Current Testing)
اساس روشهای آزمون الکترومغناطیسی بر این است که وقتی یک سیم پیچ حامل جریان متناوب، نزدیک مادهای تقریباً رسانا قرار داده شود، جریانهای گردابی یا ثانویه در آن ماده القا خواهد شد. جریانهای القایی، میدانی مغناطیسی ایجاد خواهند کرد که در جهت مخالف میدان مغناطیسی اولیه اطراف سیم پیچ است. تاثیر متقابل بین میدانها موجب ایجاد یک نیروی ضد محرکه الکتریکی در سیم پیچ شده و در نتیجه سبب تغییر مقدار مقاومت ظاهری سیم پیچ خواهد شد. اگر ماده از نظر ابعاد و ترکیب شیمیایی یکنواخت باشد. مقدار مقاومت ظاهری سیم پیچ کاوشگر نزدیک سطح قطعه در کلیه نقاط سطح قطعه یکسان خواهد بود، به غیر از تغییر اندکی که نزدیک لبههای نمونه مشاهده میشود. اگر ماده ناپیوستگی داشته باشد، توزیع و مقدار جریانهای گردابی مجاور آن تغییر میکند و در نتیجه کاهشی در میدان مغناطیسی در رابطه با جریانهای گردابی به وجود میآید، بنابراین مقدار مقاومت ظاهری سیم پیچ کاوشگر تغییر خواهد کرد.
از روی تحلیل این آثار میتوان در مورد کیفیت و شرایط قطعه کار نتیجهگیری کرد. این روشها بسیار متنوع هستند و با وسیله و روش آزمون مناسب، میتوان آنها را برای آشکارسازی عیوب سطحی و زیر سطحی قطعات و تعیین ضخامت پوشش فلزات به کار برد و اطلاعاتی در زمینه مشخصات ساختاری مانند اندازه دانه بندی و شرایط عملیات حرارتی به دست آورد.همچنین میتوان خواص فیزیکی مانند رسانایی الکتریکی تراوایی مغناطیسی و سختی فیزیکی را تعیین کرد .
آزمون مایع نافذ (PT)
اصول :
ترکهای سطحی و منافذی که با چشم عادی قابل رویت نمی باشند بوسیله آزمون مایع نافذ شناسایی میشوند.این روش در شناسایی منافذ جوش کاربرد فراوانی دارد .قابل ذکر است که فولادهای آستنیتیک و فلزات غیر آهنی که از روش ذرات مغناطیسی (MT) نمیتوان آنها را تست نمود از روش مایع نافذ ارزیابی میشوند.
آزمون مایع نافذ را به دو طریق ، با استفاده از رنگ مرئی و فلورسنت میتوان انجام داد.بدین صورت که ابتدا سطح قطعه مورد نظر را تمیز و خشک مینماییم (سطح باید عاری از هرگونه شی خارجی مثل براده ها باشد تا مایع نافذ بخوبی داخل ترکها نفوذ نماید.)
سپس بوسیله مایع نافذ(penetrant) سطح موردنظر را می پوشانیم که میتوان این عمل را با اسپری نمودن نافذ و یا غوطه ور ساختن قطعه درون نافذ انجام داد.بر اثر خاصیت مویینگی نافذ به درون ترکها نفوذ میکند و برای اینکه از نفوذ آن اطمینان حاصل نماییم مدتی را صبر کرده(حدود 30 دقیقه) و سپس ماده نافذ اضافی را از روی سطح پاک میکنیم.
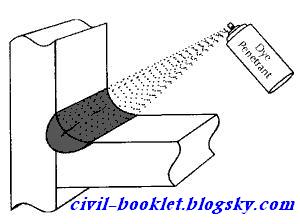
ظاهر کننده (Developer) که پودر سفید رنگی میباشد را روی سطح فوق اسپری میکنیم . ظاهر کننده باعث میشود مایع نافذ از ترکها بیرون کشیده شود و درنتیجه رنگ بر روی سطح پس میزند.
سپس بوسیله بازرسی چشمی تحت نور سفید (در صورت استفاده از رنگ مرئی) و یا نور ماورابنفش (در صورت استفاده از رنگ فلورسنتی) نشانه های رنگی ایجاد شده را مشاهده نموده و محل عیوب و ترکها مشخص میگردد.
استفاده های عمومی:
شناسایی و تشخیص محل عیوب سطحی در مواد بدون خلل و فرج
کاربردها:
شناسایی ترک و منفذ در جوش
شناسایی عیوب سطحی در ریخته گری
شناسایی ترک ناشی از خستگی در اجسام تحت تنش
محدودیتها:
جسم باید تقریبا سطح غیر متخلخل و صافی داشته باشد.
زمان تخمینی جهت ارزیابی:
کمتر از یک ساعت
4 ـ ارزیابی کیفیت جوش بایستی در هر سه مرحله بازرسی قبل زا جوشکاری، بازرسی در موقع جوشکاری و بازرسی بعد از جوشکاری صورت پذیرد. جوش انجام شده و قطعه جوش داده شده بایستی با استانداردهای مطلوب کیفیت مطابقت داشته باشند. ارزیابی کیفیت جوشکاری بعهده بازرس است.
برای ارزیابی کیفیت جوشکاری، لازم است استاندارد پذیرش یا معیار پذیرش جوش مشخص باشد و نوع آزمایش غیر مخرب و میزان آزمایش ( صد در صد تصادفی و غیره) تعیین شود. بازرس بایستی نتایج آزمایش ها و بازرسی های انجام شده را تجزیه و تحلیل نماید. 5 ـ پذیرش جوش در هر سه مرحله بازرسی از اهمین ویژه ای برخوردار است. در واقع پذیرش جوش پس از مقایسه کیفیت جوش حاصل با کیفیت مطلوب انجام می شود. پذیرش باید قطعی و غیر مبهم باشد. برای پذیرش باید گواهینامه صادر شود یا فرم مربوطه تنظیم و امضاء گردد. 6 ـ تهیه گزارش برای مراحل مختلف بازرسی و کلیه آزمایش های انجام شده، ضروری است.
گزارش نتایج آزمایش ها و بازرسی های انجام شده بایستی بصورت مرتب و مشخص و جداگانه تهیه و تنظیم شود. برای کارهای بازرسی تهیه گزارش خوب که کار ارزیابی و پذیرش نهایی را تسهیل نماید. اعتبار ویژه ای دارد.
وظایف بازرس جوش
مسئولیت ایجاب می کند که بازرس جوش دارای شخصیت حرفه ای با توانایی و شعور خوب باشد، بازرس جوش ممکن است با کارخانجات متعدد ساخت و کارگاه های متعددی سرو کار داشته باشد که بایستی در همه موارد ساعات کار و مقررات کاری و سازمان های مربوطه را رعایت نماید.
مراعات دقیق قواعد و مقررات کار خصوصاً در موارد پرسنلی ، ایمنی و امنیتی الزامی است.
هیچگاه بازرس نبایستی خود را مستحق امتیازات ویژه بداند.
بازرس بایستی در مورد کارگاه ساخت بی طرف باشد، بی معطلی تصمیم بگیرد، بدون آنکه تحت تاثیر نظر دیگران واقع شود و با اتکاؤ به حقایق تصمیم بگیرد و با عقاید مختلف، تصمیم قبلی خود را به آسانی عوض نکند.
چند نمونه از وظایف بازرس جوش عبارتند از:
ـ تفسیر نقشه های جوشکاری و مشخصات.
ـ بررسی سفارش خرید به منظور حصول اطمینان از درستی تعیین مواد جوشکاری و مواد مصرفی.
ـ بررسی و شناسایی مواد دریافت شده طبق سفارش خرید.
ـ برسی ترکیب شیمیایی و خواص مکانیکی از روی گزارش نورد طبق نیازمندیهای معین شده.
ـ بررسی فلز مبنا از نظر عیوب و انرحافات مجاز.
ـ بررسی نحوه انبار کردن فلز پرکننده و دیگر عوامل مصرفی.
ـ بررسی تجهیزات مورد استفاده.
ـ بررسی آماده سازی اتصال جوش .
ـ بررسی بکار گرفتن دستورالعمل جوشکاری تایید شده.
ـ بررسی ارزیابی صلاحیت جوشکاران و اپراتورهای جوشکاری.
ـ انتخاب نمونه های آزمایش تولیدی.
ـ ارزیابی نتایج آزمایشات.
ـ نگهداری سوابق.
ـ تهیه و تنظیم گزارش.
دسته بندی بازرسان جوش
بازرسان جوش را به دسته های ذیل می توان تقسیم بندی نمود:
ـ بازرس کد
ـ بازرس نماینده دولت
ـ بازرس خریدار، مشتری، یا کارفرما
ـ بازرس کارخانه ، سازنده یا پیمانکار
ـ بازرس نماینده مهندس معمار
ـ بازرس یا متخصص آزمایش های مخرب
ـ بازرس یا متخصص آزمایش های غیرمخرب
گر چه وظایف بازرس داخلی و خارجی ( بازرس انتخاب شده از داخل سازمان یا خارج از سازمان) ممکن است با یکدیگر متفاوت باشد ولی در اینجا فقط به ذکر بازرس اکتفا می شود.
مطالبی که در اینجا عرضه می شود گاهی ممکن است به همه دسته بندی های فوق اتلاق شود یا فقط به یک یا چند تا از دسته بندی های فوق محدود گردد.
در همه حالات فرض بر آن است که بازرس صلاحیت های لازم را داشته و قادر است نوع سازه مورد نظر را که به او محول شده است، بازرسی نماید.
ویژگی بازرس جوش
برای بازرس شدن، دارا بودن ویژگی های ذیل ضروری است:
به منظور انجام وظایف بازرسی با رعایت جنبه های وجدانی و حرفه ای اهمیت هیچ یک از ویژگی ها را نمی توان سبک شمرد.
بازرس 1 ـ آشنایی با نقشه ها و مشخصات فنی جوش بایتس با نقشه های مهندسی اشنا بوده و بتواند مشخصات فنی را تفسیر نماید.
بازرس جوش بایستی علاوه بر نقشه خوانی، با علائم قراردادی جوش و آزمایش های غیرمخرب اشنایی کامل داشته باشد. 2 ـ آشنایی با زبان جوشکاری
بازرس نمی تواند بدون آشنایی با زبان جوشکاری خود را بازرس بنامد. بازرس بایستی با فرهنگ جوشکاری آشنا بوده و اصطلاحات درست برای هر فرایند جوشکاری را بکار ببرد.
بازرس احتیاج دارد یافته های بازرسی خود را به جوشکاران و دیگر افراد کارگاه که جوش داده اند یا تعمیرات را انجام می دهند و به مهندسانی که نقشه کار را کشیده اند و کسانی که سازه نهایی را می پذیرند، تفهیم نماید.
بنابراین بایستی گزارش خود را طوری تنظیم نماید که برای همه افراد مربوطه قابل درک باشد.
بازرس بایستی فرهنگ جوشکاری را مظالعه نموده، ناپیوستگی ها و عیوب جوش را بشناسد و با روش های بازرسی آشنا باشد.
در بعضی مواقع برای بعضی از فرایندهای جوشکاری از نام های تجارتی استفاده می شود ولی بازرس بایستی در کفتارها و نوشتارهای خود اصطلاحات استاندارد را بکار ببرد. 3 ـ اشنایی با فرایندی های جوشکاری
بازرس جوش بایستی با فرایندهای مختلف جوشکاری آشنا بوده و منظور از فرایند و کاربرد آن شرح فرایند، منبع حرارتی یا منبع انرژی مورد استفاده، چگومگی کنترل فرایند، جنبه های عملیاتی و مسائل ایمنی مربوط را بداند و بطور کلی از مزایا و محدودیت های فرایند جوشکاری آگاهی کامل داشته باشد.
برای معلوم شدن انطباق 4 ـ شناخت روش های آزمایش جوش از نظر کیفیت با خواسته های استاندارد، از روش های ازمایش متعددی استفاده می شود.
هر روش آزمایش محدودیت های خود را دارد. بازرس جوش بایستی بداند هر روش
آزمایش چه کاربردی دارد و نتایج حاصله چگونه تجزیه و تحلیل می شود.
بازرس 5 ـ توانایی گزارش نویسی و حفظ سوابقجوش بایستی در حفظ سوابق بازرسی ها مهارت داشته باشد.
بازرس جوش بایستی قادر به تهیه گزارش کوتاه بادش که بدون هیچگونه مشکلی مفهوم باشد. گزارشات بازرس جوش بایستی آنقدر کامل باشد که دلیل تصمیم او برای ماه های آینده روشن باشد.
بازرس باید منظور خود را در گزارش طوری بیان نماید که برای خواننده نااشنا به موضوع، نیز درک مطلب آسان باشد. بازرس بایستی بخاطر بسپارد حقایقی که در زمان نوشتن گزارش معلومند بعدها و بمرور زمان ممکن است بهمان روشنی، همانظور کامل یا با همان دقت به یاد نماند.
گزارش بازرس بایستی نه تنها تمام نتایج بازرسی و آزمایشات را در برداشته باشد، بلکه بایستی به موضوع دستور العمل جوشکاری، ارزیابی دستور العمل جوشکاری و کنترل مواد جوشکاری نیز اشاره نماید.
تهیه گزارش خوب باعث زیاد شدن اعتبار بازرس می شود.
شرایط جسمانی بازرس بایستی اجازه فعالیت به او بدهد. برای بازرس قبل از 6 ـ داشتن وضعیت خوب جسمانی جوشکاری، حین جوشکاری و بعد از جوشکاری گاهی صعود از داربست مرتفع یا ورود و خروج از دریچه بازدید لازم است.
معمولاً طوری برنامه ریزی می شود که کار برای جوشکاران با اپرانورهای جوشکاری راحت باشد و از اینرو ممکن است شرایط بازرسی برای بازرس دشوار باشد.
دارا بودن دید خوب ضروری است. بازرس بایستی قادر باشد از نزدیک 7 ـ داشتن دید خوبجوش ها و نتایج رادیوگرافی یا سایر آزمایش های غیر مخرب را نگاه کند. بازرس دیصلاح از نظر پزشکی دید قابل قبول داشته باشد.
بر حفظ متانت حرفه ای بازرس نبایستی بیش از حد تاکید شود. این موضوع در موفقیت یا عدم موفقیت بازرس تاثیر دارد. بازرس برای موفق شدن در کار خود نیاز به همکاری دیگر همکاران دارد و بایست بنحوی کمک آنان را جلب نماید. 8 ـ حفظ متانت حرفه ای
بازرس بایستی در بی طرفی و سازگاری در همه تصمیم ها بکوشد. بازرسی بایستی از دستورالعمل بازرسی مشحصی پیروی کند و بازرس بایستی نه سرسخت و نه به آسانی تغییر عقیده داده و رام شود. بازرس تحت هیچ وضعیتی نبایستی طرفداری کند یا بالاجبار تصمیم بگیرد یا تصمیم گرفتن را به تعویق بیندازد.
بازرس ممکن است در موقعیت شغلی جدید در روزها و هفته های نخست مشکل داشته باشد. بازرس در این مدت از نظر خط مشی مورد بازرسی قرار می گیرد. اسناد قرارداد، نیازمندیها، وظایف ، اختیارات و مسئولیت های بازرس را مشخص می نماید.
اگر بازرس شخص مطلع، میانه رو و سازگار باشد و منظور مشخصات قرارداد را مراعات نماید، احترام و همکاری دیگران را کسب خواهد نمود.
گذراندن دوره رسمی مهندسی علوم پایه و متالورژی برای 9 ـ تحصیل و آموزش بازرسی با ارزش است و بسیاری از بازرسان عالی معلومات معادل را از طریق تجربه و مطالعه کسب نموده اند.
کتاب «راهنمای ارزیابی و تعیین صلاحیت بازرس جوش» منتشره از انجمن جوشکاری آمریکا برای دیپلمه ها می تواند بعنوان درس پیش دانشگاهی یا بعنوان جایگزین دو سال تجربه در بازرسی جوش تلقی شود. 10 ـ تجربه بازرسی
نگرش فردی و نقطه نظر بازرس خوب فقط از طریق بازرسی بدست می آید . تجربه بازرسی قطعات بدون جوش نیز برای بازرس جوش، فوق العاده مفید است، زیرا طرز فکر و دیدکاری بازرس را وسعت می بخشد.
در بعضی محافل برای صدور گواهینامه صلاحیت بازرسی جوش، از نظر عملی، سوابق بازرسی جوش با وظایفی که در رابطه با بازرسی جوش هستند را ملاک دادن امیتاز می شمارند. 11 ـ تجربه جوشکاری
نظرات شما عزیزان:

